在光学系统中,精度不是一个营销术语——而是一个可测量的要求。
偏差0.02 mm的镜头筒会导致倾斜。
应力不均的镜子支架会扭曲光学路径。
这就是为什么光学组件的定制CNC加工在性能重要时往往是唯一的实际解决方案。
我们不制造“通用金属零件”。
我们加工直接影响光学对准、稳定性和重复性的组件。

为什么光学组件需要CNC加工——而不是标准零件
现成的外壳和支架通常是为机械配合设计的,而不是光学精度。在实际项目中,我们经常看到如下问题:
-
组装后镜头偏心
-
由于热膨胀导致的光轴偏移
-
组装引起的应力变形镜子或镜头
定制CNC加工允许在设计和加工阶段解决这些问题,而不是在后期通过垫片或手动调整来修正。
我们处理的典型光学加工要求
-
尺寸公差: ±0.005 mm(关键特征在需要时更严格)
-
表面粗糙度: Ra ≤ 0.8 µm(加工后),如有需要,抛光后更细
-
同轴度/垂直度: ≤ 0.01 mm
-
螺纹精度: ISO公制和定制光学螺纹
这些不是“最佳情况”数字——它们基于可重复的生产能力。

光学组件可以进行CNC加工吗?
我们定期加工各种光学机械零件,包括:
-
光学镜头筒和外壳
-
镜子支架和镜子安装框架
-
滤光框架和保持环
-
对准基座和微调支架
-
光学工作台和定制支架
常用材料
-
铝6061 / 7075(黑色阳极氧化,硬阳极氧化)
-
不锈钢(303 / 304 / 316)
-
黄铜(用于热稳定性或振动阻尼)
-
PEEK和工程塑料(用于轻量化或绝缘需求)
材料选择总是与热行为和组装方法一起讨论,而不仅仅是成本。
光学镜面加工:几何稳定性最重要的地方
光学镜面加工特别敏感。
目标不仅仅是准确性——而是无应力几何。
对于镜面支架和反射组件结构,我们关注的是:
-
均匀的壁厚以避免变形
-
对称的夹紧表面
-
轻量化口袋加工而不牺牲刚性
我们经常使用5轴 CNC 加工在单次设置中完成复杂的镜子支架,减少累积误差。

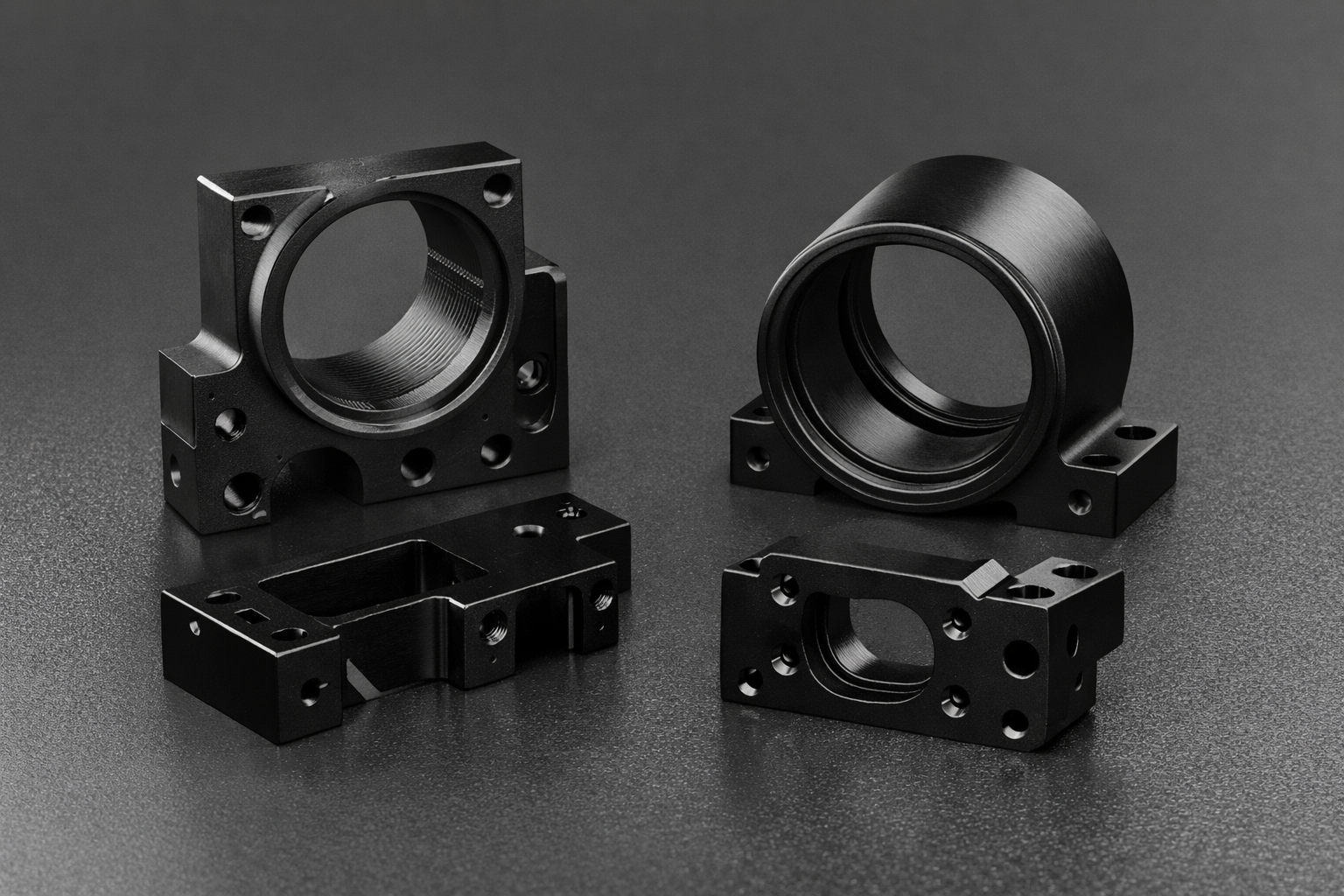
真实项目示例:定制黑色阳极氧化镜头筒
应用:工业成像系统
数量:原型 + 小批量(30 个)
关键要求:
-
内孔同心度 ≤ 0.01 mm
-
黑色阳极氧化内壁以减少杂散光
-
定制螺纹与现有镜头设计匹配
我们的方法:
-
单次设置的 CNC 车削 + 铣削
-
在阳极氧化前加工内部特征以控制厚度
-
在表面处理前用 CMM 检查关键尺寸
结果:
组装的零件无需垫片,光学对准在第一次组装时通过。
这就是 CNC 光学加工应该交付的结果——无返工,无猜测。
不仅仅是加工:光学零件的 DFM 支持
许多光学图纸在理论上是正确的,但难以重复加工。
我们的 DFM(可制造性设计)支持帮助:
-
调整圆角半径以减少工具痕迹
-
优化壁厚以保持阳极氧化的一致性
-
改善螺纹导入以便于组装
-
减少加工步骤而不影响光学功能
您不需要重新设计所有内容——通常小而实用的调整使原型与稳定的生产零件之间产生差异。

我们通常合作的对象
我们的CNC 光学零件被以下单位使用:
-
光学设备制造商
-
大学与机构研究实验室
-
医学成像系统开发者
-
定制相机和机器视觉公司
-
航空航天与工业视觉系统供应商
从一次性原型到小批量生产,过程保持一致和可控。

让我们讨论您的光学 CNC 项目
如果你有:
-
需要可行性检查的图纸
-
必须转向生产的原型
-
严格的公差,没有试错的余地
请将您的文件发送给我们。
我们将从加工和光学稳定性的角度来审查它们——并清楚地告诉你什么是可实现的,什么需要调整,以及为什么。
精确度不是一个口号。
这是你可以测量的东西。



分享:
XY-GLOBAL 在 2026 年 SPIE 光子学西部展 | 精密制造